
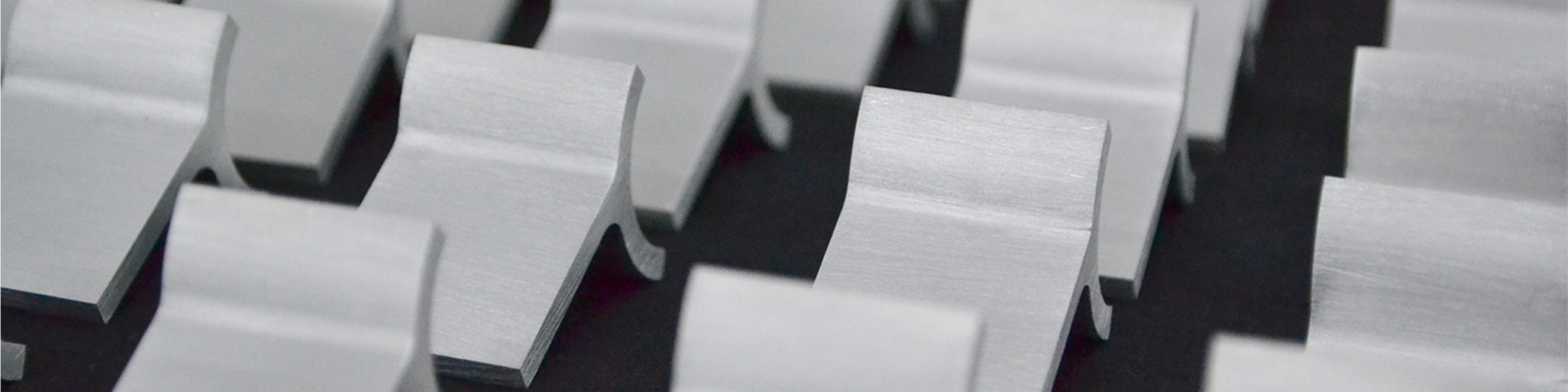
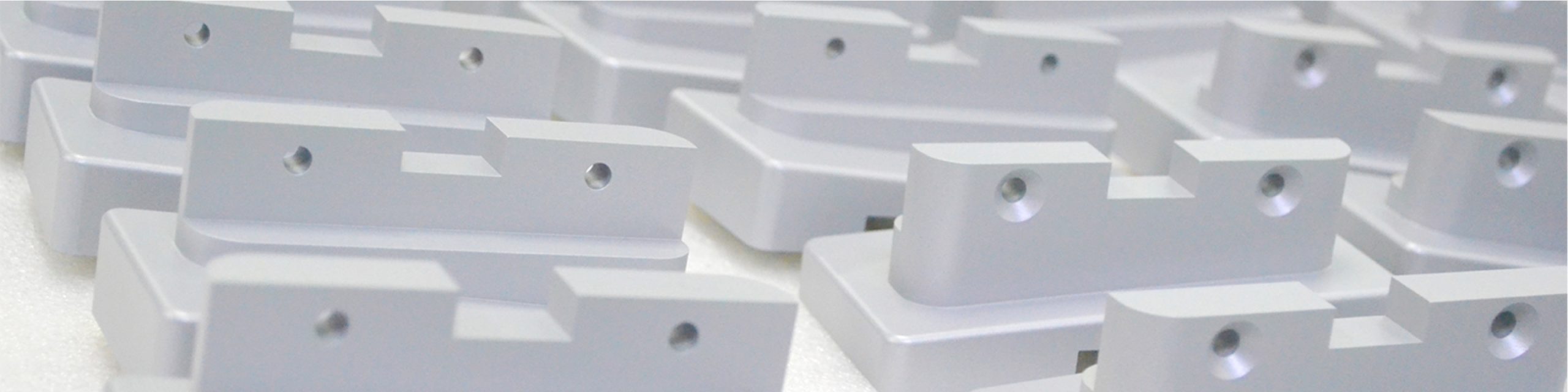



AlSi10Mg is a typical casting alloy with good casting properties and is typically used for cast parts with thin walls and complex geometry. It offers good strength, hardness and dynamic properties and is therefore also used for parts subject to high loads. Parts in Aluminium AlSi10Mg are ideal for applications which require a combination of good thermal properties and low weight. They can be machined, spark-eroded, welded, micro shot-peened, polished and coated if required.
Conventionally cast components in this type of aluminium alloy are often heat treated to improve the mechanical properties, for example using the T6 cycle of solution annealing,
quenching and age hardening. The laser-sintering process is characterized by extremely rapid melting and re-solidification. This produces a metallurgy and corresponding mechanical properties in the as-built condition which is similar to T6 heat-treated cast parts. Therefore such hardening heat treatments are not recommended for laser-sintered parts, but rather a stress relieving cycle of 2 hours at 300 °C (572 °F). Due to the layerwise building method, the parts have a certain anisotropy, which can be reduced or removed by appropriate heat treatment – see Technical Data for examples.
 Natural (supports removed)
Natural (supports removed)

Interlocking
Yes
Enclosed
Yes
Max
Up to 250

We use cookies to offer you a better browsing experience, including personalized advertising. By continuing to use the site you agree to their use.
Learn more